


鋼套鋼保溫鋼管的焊接方法:
1.在鋪設(shè)和標(biāo)記的基礎(chǔ)上,按照整流材料、切割材料、溝槽、分組、焊接和除渣的程序進(jìn)行焊管施工。
2.溝槽加工和清洗:切割溝槽管,一般采用氧乙炔火焰切割,氣體切割,用銼去除氧化鐵清潔管口。小直徑管道盡可能用砂輪切割,斜角兩側(cè)20mm范圍內(nèi)的油、銹和水被清除,以確保金屬光澤,確保斜坡表面的缺陷,并清除斜坡內(nèi)外的缺陷。
3.保溫螺旋鋼管生產(chǎn)廠家在使用電極和焊劑之前,按照指示進(jìn)行干燥,并在使用電極和焊劑時(shí)保持干燥。
4.焊接施工應(yīng)嚴(yán)格按照焊接操作規(guī)程進(jìn)行,使用前對(duì)焊接設(shè)備進(jìn)行檢驗(yàn),嚴(yán)禁不合格設(shè)備進(jìn)入施工現(xiàn)場(chǎng)。焊接過(guò)程中進(jìn)行自檢、互檢,做好焊接質(zhì)量的工藝控制。

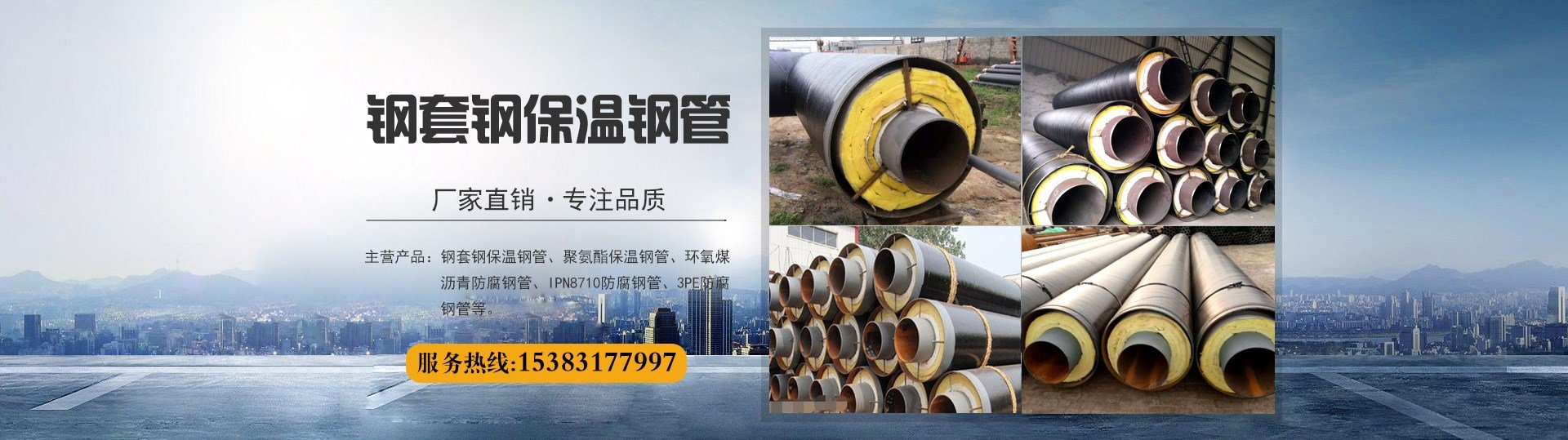
蒸汽鋼套鋼保溫鋼管生產(chǎn)廠家在鋼套鋼直埋保溫鋼管的結(jié)構(gòu)中,由工作鋼管、保溫層和外護(hù)管三部分組成,外護(hù)管一般設(shè)計(jì)使用螺旋鋼管,在最近幾年來(lái),玻璃鋼外護(hù)管逐漸走進(jìn)了人們的視線,玻璃鋼材質(zhì)的外護(hù)管強(qiáng)度高,耐候性強(qiáng),適合使用在氣候、地質(zhì)惡劣的環(huán)境中,在使用螺旋鋼管作為外護(hù)管時(shí),外防腐是必不可少的一道工序,防腐層的質(zhì)量直接影響鋼套鋼蒸汽直埋保溫管的使用壽命。
直埋鋼套鋼保溫鋼管生產(chǎn)廠家過(guò)去幾年,大多數(shù)使用環(huán)氧煤瀝青,因?yàn)樗靸r(jià)低廉,制作簡(jiǎn)單受到了大多數(shù)人的青睞,但因其污染環(huán)境,再加上最近幾年環(huán)保督察力度的加大,環(huán)氧煤瀝青防腐結(jié)構(gòu)幾乎被淘汰了,取代它的以3PE防腐和涂塑環(huán)氧樹脂為主,這兩種防腐形式環(huán)保無(wú)污染,生產(chǎn)周期短,防腐效果好等優(yōu)點(diǎn),逐漸被廣大客戶所認(rèn)同,優(yōu)異的防腐效果,使得鋼套鋼蒸汽直埋保溫管的使用壽命增加了很多。
廠家")
內(nèi)滑動(dòng)鋼套鋼保溫鋼管型:保溫結(jié)構(gòu)由工作鋼管、工作管防腐層、硅酸鋁減阻層、微孔硅酸鈣無(wú)機(jī)保溫隔熱層、不銹鋼緊固鋼帶、耐高溫阻燃鋁箔反射層、硬質(zhì)聚氨酯有機(jī)保溫層、外套鋼管、外防管腐層組成。
內(nèi)滑動(dòng)式鋼套鋼蒸汽保溫管道來(lái)自熱水預(yù)制保溫管,為提高保溫管道的耐溫性,一般在工作鋼管外首先包裹一層耐高溫的無(wú)機(jī)保溫材料,將無(wú)機(jī)鋼套鋼蒸汽直埋保溫鋼管保溫層外壁溫度控制在聚氨酯適用溫度范圍內(nèi),在其外部做聚氨酯發(fā)泡,并包裹外套管密封防水。
蒸汽鋼套鋼保溫鋼管生產(chǎn)廠家這種結(jié)構(gòu)形式主要是工作鋼管與內(nèi)層硬質(zhì)的保溫材料之間產(chǎn)生滑動(dòng),使得保溫層與工作鋼管一起對(duì)外護(hù)鋼管做同步位移,管件熱位移難以補(bǔ)償大口徑蒸汽管道內(nèi)的工作鋼管自重較大,易造成保溫材料的偏心或壓碎,內(nèi)摩擦增大。
由于運(yùn)行時(shí),芯管溫度近似為蒸汽的溫度,外護(hù)鋼管的溫度在50℃左右,兩者較大的溫差導(dǎo)致兩者的伸縮量有較大差異,該結(jié)構(gòu)內(nèi)外鋼管為一體,容易產(chǎn)生很大的內(nèi)應(yīng)力,適用于地質(zhì)條件好或地下水位較低的地區(qū)。
系我們")
